


Finally: The new VIU2 PoE camera is here!
The VIU2 PoE camera is here! You can find out why PoE is an important feature in this article.
Finally: The new VIU2 PoE camera is here!
The VIU2 PoE camera is here! You can find out why PoE is an important feature in this article.
5 real-life smart city examples
What smart city examples are there? You can find out in this blog article.
Object recognition with Machine Vision
Object detection is an important way for many industries to sort out faulty components.
Process monitoring through Machine Vision: 100% effective and efficient!
Process monitoring with Machine Vision Your processes always in view: Why Machine Vision is crucial Effective process monitoring is crucial to the success of a
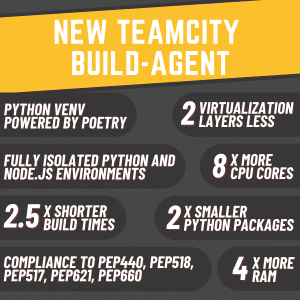
New Teamcity Build Agent
We got a new Teamcity build agent last week. Read here how exactly we benefit from this!
Crack detection in the pressing plant
Cracks on components manufactured in the press shop can often be detected at an early stage. Find out more about this use case.

Different light colors
How important is the color of light in the choice of light for an image processing system? What are the differences?
How does face recognition work?
Most of us are confronted with it every day: Facial recognition. But how does it actually work?

Smart Camera in a CNC machine?
An evoVIU has been hanging in our CNC machine for a few months now. Here’s our why, how, and a look at how it’s worked so far.
Classic Machine Vision vs Machine Vision with AI
What actually distinguishes classical Machine Vision from Machine Vision that uses AI? Is AI always better?
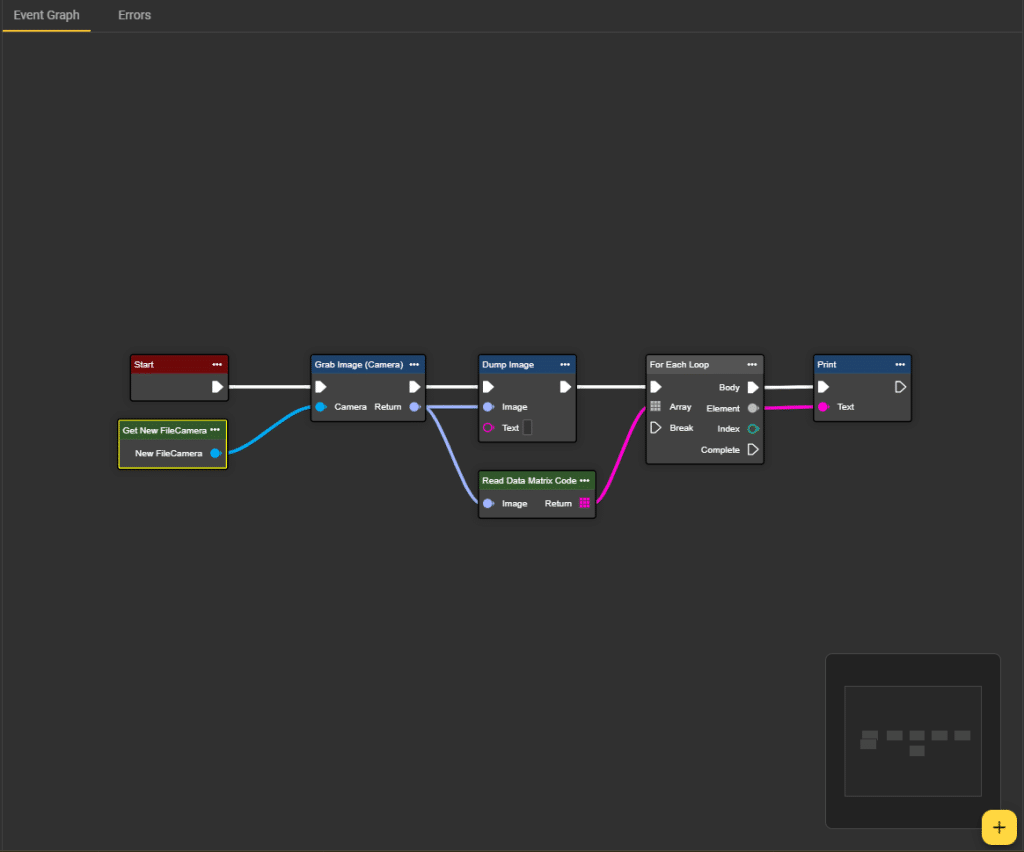
Saving images in image processing projects
What actually happens to the vast quantities of images that you take every day if you have an integrated image processing system?
What is the procedure for an image processing project?
What actually happens after you realize that you can solve an existing problem with an image processing system?

Release of the evoPowerbank
We have released the evoPowerbank – a battery adapter for industry that supplies power where no fixed supply is possible.

Machine Visionas a solution to the shortage of skilled workers?
Germany as a business location is currently being put to the test. Can Machine Visionimprove the skills crisis?

Potential Industry Sectors for Smart Cameras
Smart cameras are used in many different industries. There are new challenges in every industry.
OCR – What does it mean?
OCR is a text recognition technology. Using OCR, it is possible to convert analog text into machine-readable characters.

Energy consumption of the Smart Camera evoVIU as an embedded camera system
Shop Energy consumption of the evoVIU as an embedded camera How much power does the evoVIU consume? The headlines on the subject of rising energy
